钢结构钢格栅板使用焊接加圆盘射钉固定施工工艺,即在焊接连接的基础上增设直接紧固技术,双重加固。直接紧固技术是指以射钉枪为工具,利用火药爆炸和瓦斯气体爆炸产生能量推动射钉枪里的撞针高速撞击射钉从而把射钉的钉尖全部和部分顶杆打入基材(混凝土、钢铁、石块等)中起到紧固的作用。它是当今世界最先进的紧固技术之一,在金属与金属连接方面,可部分地代替铆、焊、螺栓连接、粘接工艺。
相对锚栓紧固,通过射钉枪把各种紧固件直接安装于混凝土或各种钢制基材之上可以在有效地提高工人安装效率的同时显著的降低劳动强度。但是直接紧固系统在具有上述优点的同时也具有射钉失败率高,负载不稳定,可靠性低等先天缺陷。在项目现场射钉施工时,同时使有尖头和平头两种紧固射钉。分别从原材、施工工艺、射钉失败率、负载和经济性方面对这两种射钉进行比对和分析,提出在现场射钉施工过程中选型的基本原则和质量控制的重点环节,以达到设计施工过程有效管理的目的。

2、射钉在钢结构上的紧固原理
尖头射钉和平头射钉在钢材上的紧固力主要取决于以下三个方面的因素。
(1)射钉和钢材的融焊和锡焊。射钉在被射钉枪撞针撞击后,会以约100m/s的速度进入钢结构中,此时射钉钉尖、钉杆表面和钢材相互摩擦产生大量的热量,温度急剧升高,穿入过程中产生的900℃高温,和与其接触的钢材熔合在一起形成熔焊和锡焊的效果。嵌入在钢材中,起到锚固的作用。由于钉尖部位在进入钢材的过程中温度最高,所以烧结现象也最明显,烧结块也最大。又因为钉尖部位往往是深入钢材中最深的部位,所以此处的熔焊效应对于射钉负载的贡献也最大。
(2)咬合力。如果射钉在进入钢材的过程中所产生的温度不足以发生较大的熔焊和锡焊效果。在这种情况下由于烧结的钢材接触面表面凸凹不平,会和与其接触并咬合在一起。
(3)当钢钉穿入钢材时,钉身周围的钢材被挤向四周,反过来对钢钉产生很大的挤压应力,并挤压进钉身的人字文中,形成锁键力和静摩擦力。
在上面三个因素中,高温产生的熔焊和锡焊效果对射钉的负载贡献最大,其次为较小的熔焊效果所提供的咬合力,由于射钉和钢材的挤压力所形成的静摩擦力贡献最小。
3、射钉选型的测试和分析方法
考虑到尖头和平头射钉钉头构造形式不一样,所以施工方法也不一样。尖头射钉由专用射钉枪进行安装;平头射钉由于钉头设计为平面,需要在钢材表面人工钻孔3mm~5mm后再用专用射钉枪进行安装。通过现场大量实际情况可以粗略判别,射钉枪所采用的火药爆炸当量能够使尖头射钉(平头射钉)在Q235B的钢材表面穿透9±lmm(5+lmm)。
本次测试拟选取三组母材(Q235B)型钢(HM250×175×11mm/HW250mm×250mm×14mm/角钢120mm×10mm)进行试验,测量其有效贯入深度、最大拉拔力、垂直度和一次成功率等数值,比对分析各项指标。
4、射钉测试实测结果比对分析
按照上述试验方法现场实测测量,对其有效贯入深度、最大拉拔力、垂直度和一次成功率等进行分析。
4.1垂直度分析
在平头射钉和尖头射钉各实测的24点基础数据可以发现,其中平头射钉垂直度存在问题的共计8点,尖头射钉4点。即一次成功率为66.7%和83.3%。结合贯人深度比对尖头射钉和平头射钉一次成功率可以得出:尖头射钉在9.7mm~10.00mm内出现4次垂直度问题,平头射钉在5.96mm~11mm内出现8次垂直度问题。
4.2贯入度与最大拉拔力比对分析
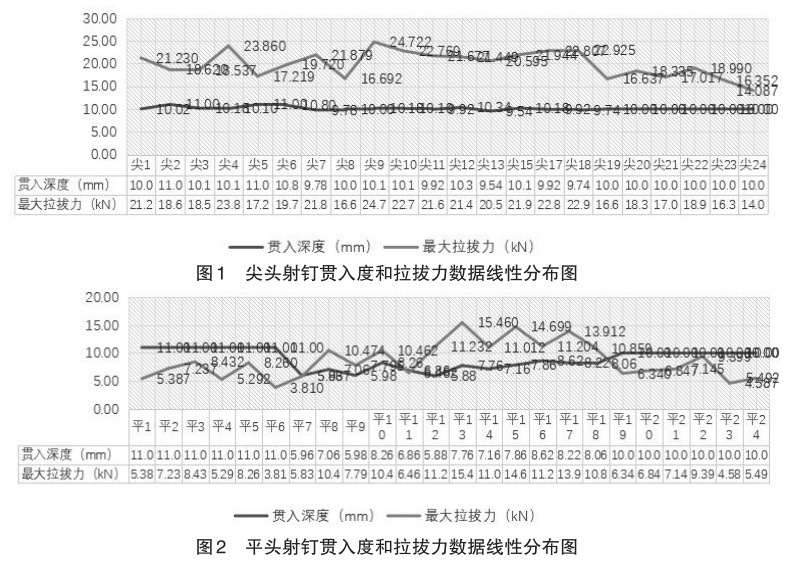
在实测的24点基础数据中提取尖头射钉贯入深度和最大拉拔力数值可以发现,尖头射钉的最大拉拔力均值为19.849kN,远高于项目设计要求的8kN数值,满足现场使用需求,且贯入深度、是否穿透以及垂直度情况对尖头射钉的最大拉拔力影响并不突出,均在设计要求的数值范围内。除去尖14和尖16两组因射钉顶尖损坏的数据,可得出以下线性分布图(图1)。
再在实测的24点基础数据中提取平头射钉贯入深度和最大拉拔力数值可以发现,尖头射钉的最大拉拔力均值为8.652kN,基本满足项目设计要求的8kN数值,满足现场使用需求,贯入深度和是否穿透对平头射钉的最大拉拔力影响并不突出,但是垂直度情况对其最大拉拔力有明显影响,可以从数据线性分布图(图2)中发现,存在垂直度问题的试验点的拉拔力均由明显下降,受影响程度大。
4.3穿透和非穿透试件最大拉拔力比对分析
分别实测的24点基础数据中先去除受垂直度以及钉头损坏影响的非正常数据,整理比对可以分为两类进行比较,一类为穿透试件型材,另一类为未穿透试件型材。试验发现此类尖头射钉最大拉拔力区间为16.352kN~18.620kN,平均值为17.363kN,平头射钉最大拉拔力区间为4.587kN~9.399kN,平均值为6.670kN。穿透型的测试点中仅尖头射钉满足了设计8kN的设计要求,平头射钉并不能完全满足。
筛选非穿透型数据,此类尖头射钉最大拉拔力区间为16.692kN~24.722kN,平均值为21.256kN,平头射钉最大拉拔力区间为10.462kN~15.460kN,平均值为12.255kN。从数据可以看出非穿透型的试件中尖头射钉和平头射钉均能满足了设计8kN的设计要求。
4.4最大拉拔力安全性分析
在进行测试点最大拉拔力实验过程中发现,尖头射钉在达到最大拉拔力后均垂直方向向上弹起,脱离试件本体。而平头射钉在达到最大拉拔力后仍保持与试件本体相连,且如需使其离开本体仍需要持续施工作用力,松动后的平头射钉非人力可以拔出。
5、射钉施工过程质量控制要点和经济性分析
通过上述3个试件共计48个测试点测试的数据和测试过程,为确保钢格栅直接紧固射钉施工能到达到设计预期,需要从以下两个主要方面进行质量控制,一是原材料拉拔检测,另一个是过程垂直度控制。
5.1原材料拉拔检测
上述3个试件实际测试51点,其中有效数据48点,另3个平头射钉测试数据由于在拉拔过程中射钉均在钉杆位置断裂,且最大拉拔力平均值仅有1.432kN,无法形成有效数据。初步判断为该射钉材质选型错误。通过送检进行光谱实验发现,材质为410不锈钢材质。查相关不锈钢特性可以发现,400系列不锈钢硬度较高,理论上采用410不锈钢材质的射钉,在不到2kN的拉拔力情况下,不会出现钉杆断裂的情况。更换后试验采用的平头射钉同样进行了光谱送检,检查报告仍为410不锈钢材质。
事后分析出不合格的410不锈钢平头射钉因本身锻造过程中淬火原因,导致钉身强度不合格,仅通过光谱检测报告和质量证明文件无法进行该质量隐患的排除工作。故以后的钢格栅直接紧固射钉进场前,需进行试打,并将试打试件送往有资质的检测机构进行检测,一方面检测其最大拉拔力,另一方面排除射钉本体强度隐患。
5.2过程垂直度控制
由实验数据可以发现,尖头射钉由于其钉身构造为钉身+钉套结构,在射钉枪撞针的作用下及时钉套发生垂直偏移,钉身仍能较垂直地贯入钢材本体,从而保证了其最大拉拔力符合专利要求。相比较而言,由于平头射钉为一次锻造,整体受力,垂直度对其最大拉拔力的影响大。就要施工过程从钢材本体钻孔到射钉枪撞针运动轨迹都要严格控制。确保垂直度不影响到射钉的最大拉拔力。
5.3经济性分析
试验采用的尖头射钉为喜利得X-ST-GR M8#2122460射钉,一套射钉综合单价约为30元;平头射钉为国产化后的技术产品,一套费用综合单位约为17元。费用节省率约为43%。
6、射钉选型结论
在3组试件、2种穿透类型和48个有效测试点的测试数据比对分析的基础上,可以得出以下初步结论。在常规穿透型的钢格栅射钉选型时,优选尖头射钉,最大拉拔力数值受施工垂直度影响小,最大拉拔力满足使用需求。在常规非穿透型的钢格栅射钉紧选型时,优选国产平头射钉,在满足最大拉拔力的同时,经济性优,安全性高。但其施工过程中的垂直度需要严格把控。